對(duì)于深孔加工,你能想到有哪些方法,?
相信很多人第一時(shí)間會(huì)想到槍鉆,,作為深孔加工的扛把子,。加工范圍極廣:從玻璃纖維、特氟龍等塑料到碳鋼,、合金鋼,、有色金屬再到高強(qiáng)度合金鋼(如高溫耐熱合金、鈦合金)都可用其進(jìn)行深孔加工,。
槍鉆最早應(yīng)用于槍管加工,,因卓越的孔加工性能,現(xiàn)在在造船,、汽車,、發(fā)動(dòng)機(jī)、機(jī)車,、軍工,、化工機(jī)械、油嘴油泵,、礦山機(jī)械及液壓件等行業(yè)得到廣泛應(yīng)用,。
1、不得不提的槍鉆加工精度
槍鉆加工為強(qiáng)制排屑,,高壓切削油由鉆柄進(jìn)入槍鉆內(nèi)孔,,到達(dá)切削區(qū),對(duì)鉆刃進(jìn)行冷卻潤滑,。鐵屑及切削油沿著鉆桿“V”型槽排出,,也稱之為外排屑。
采用適宜的深孔加工機(jī)床及切削參數(shù),,可以達(dá)到如下加工效果:
孔徑尺寸:IT6~I(xiàn)T611
內(nèi)孔粗糙度:Ra0.2~Ra6.3
偏斜度:1/1000 ×孔深 工件固定,,刀具旋轉(zhuǎn)
0.5/1000×孔深 工件旋轉(zhuǎn),刀具反向旋轉(zhuǎn)
尤其是槍鉆比較適合那種小直徑孔的加工,,通常情況下,,直徑小于10mm的孔,用于槍鉆加工是比較妥當(dāng)?shù)?,最有利的是,,它可使鐵屑順利排出。
2,、深孔加工效率的杠把子
因?yàn)闃屻@特殊的刀具結(jié)構(gòu),,在深孔加工時(shí),無需退屑,,一次加工到深度,。孔深越深,,加工效率越能得到體現(xiàn),。依據(jù)材料及孔徑的不同,,加工速度可達(dá)到30-100mm/分以上而且槍鉆不僅適用于深孔鉆專機(jī),也能用于其它傳統(tǒng)機(jī)床,,例如加工中心和數(shù)控車床,。
(提醒:不同于槍鉆專機(jī),加工中心很少采用鉆套進(jìn)行導(dǎo)向,。因此,,要在加工中心上使用槍鉆,,首先要在被加工工件上預(yù)鉆一個(gè)導(dǎo)向孔,。為了能達(dá)到較好的加工效果,導(dǎo)向孔必須滿足孔徑公差,,孔深等方面的要求,。)

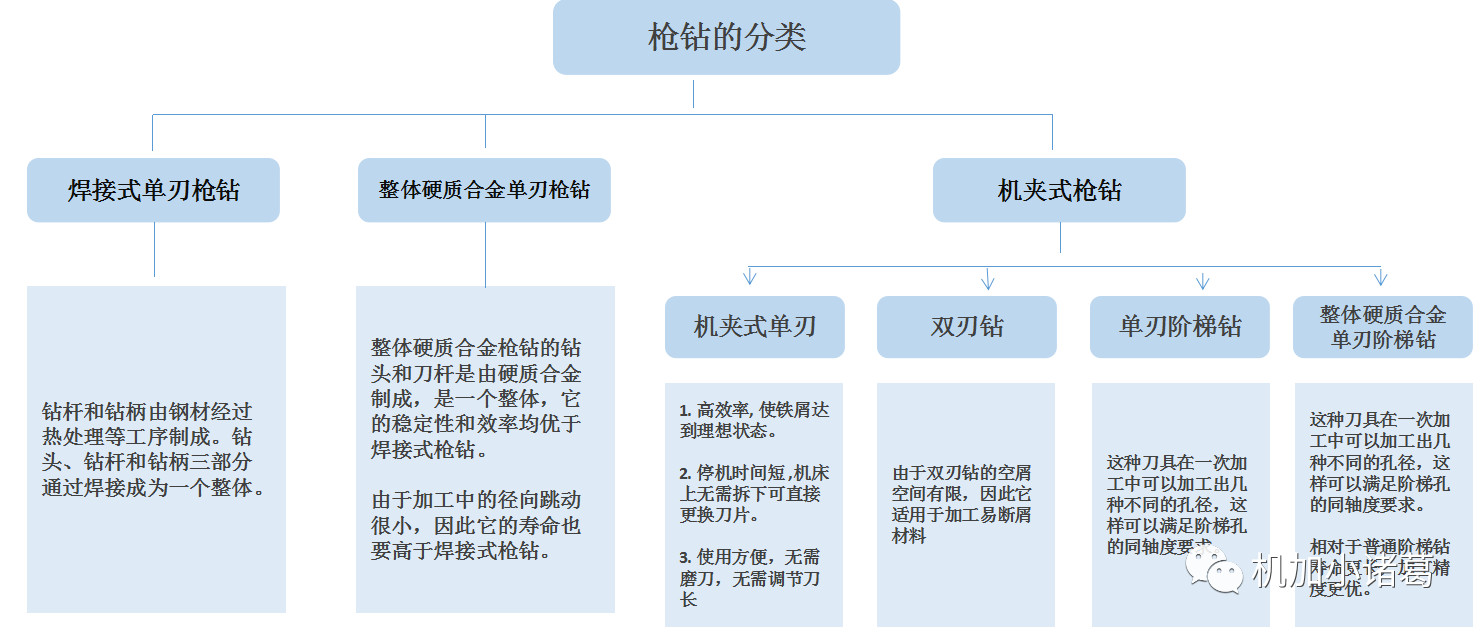
3、槍鉆的分類
4,、加工時(shí)必須注意的問題
工件的夾緊必須安全可靠,,并與機(jī)床中心同軸,可將工件外圓和端面加工,,至少要車出定位面,。
在加工長工件時(shí),工件和槍鉆應(yīng)使用固定中心架,,此外,,鉆桿還需要有1-3個(gè)移動(dòng)支撐架。
工件上的中心孔一定要小于槍鉆的直徑,,如果中心孔的尺寸無法減少,,可使用特殊的導(dǎo)向套。
開始鉆削時(shí),,必須使用導(dǎo)向鉆套,,鉆套的內(nèi)徑與鉆頭直徑匹配,鉆套的內(nèi)徑要磨至IT6級(jí),,工件較短或孔直線度要求不高時(shí),,亦可采用在工件上預(yù)鉆導(dǎo)向孔來導(dǎo)向。
鉆套是易損件,,當(dāng)鉆套內(nèi)徑磨損量大于0.02mm時(shí),,該鉆套就應(yīng)該調(diào)換,最好使用硬質(zhì)合金鉆套,。
槍鉆加工中常遇到的問題和產(chǎn)生的原因見下表
鉆頭無法鉆進(jìn)工件 | 1. 內(nèi)刃高于中心 2. 后角過小 3. 刀片偏離中心尺寸過小 4. 磨損太大或崩刃 5. 切削速度過低或進(jìn)給量過大 |
刀桿劇烈震動(dòng)或彎曲 | 1. 進(jìn)給量過大 2. 中心架或定位導(dǎo)向套松動(dòng),,不能支撐刀桿 3. 切屑堵塞 4. 磨損嚴(yán)重或崩刃 |
切屑易堵塞 | 1. 冷卻液壓力不夠,泵漏,,進(jìn)油管堵塞 2. 冷卻液黏度過大,,清潔度差 3. 刀頭部進(jìn)油孔堵塞或進(jìn)油口過小 4. 切屑形狀不利于排屑 |
同軸度差 | 1. 鉆尖偏心量與內(nèi),、外刃的余偏角選擇不當(dāng) 2. 導(dǎo)向套過分磨損或偏斜 3. 機(jī)床-刀具-夾具軸線位置誤差過大 4. 工件彎曲過大 |
鉆孔孔徑超差 | 1. 鉆頭外徑搖擺過大 2. 鉆頭磨損過大 3. 刀片材料與被加工材料有親和力,易產(chǎn)生刀瘤 4. 機(jī)床剛性差,、精度差 |
5,、硬質(zhì)合金槍鉆如何重磨
槍鉆最常遇到的問題便是磨損問題,說到磨損無非是要重新修磨一下,,這也是目前唯一最簡單的辦法,。由于硬質(zhì)合金槍鉆使用最為普遍,就先詳細(xì)講一下硬質(zhì)合金槍鉆如何重磨后更好的投入使用,。
硬質(zhì)合金槍鉆的重磨
槍鉆的磨削應(yīng)為定時(shí)強(qiáng)制磨削,。刃磨時(shí),槍鉆需用磨刀夾具夾持及分度,,在專用磨刀機(jī)上對(duì)刀具端刃修磨,。
硬質(zhì)合金槍鉆的磨鈍標(biāo)準(zhǔn)
當(dāng)槍鉆外刃的后刀面刃帶寬度超過下表數(shù)值時(shí),槍鉆必須進(jìn)行修磨,,以防止因切削力增大造成刀頭折斷,。
硬質(zhì)合金槍鉆刃磨中的注意事項(xiàng):
槍鉆的磨削應(yīng)為定時(shí)強(qiáng)制磨削。即當(dāng)?shù)毒吆竺婺p量達(dá)到磨鈍標(biāo)準(zhǔn)時(shí),,就應(yīng)進(jìn)行重磨,。
磨削時(shí),需采用刃磨夾具及專用磨刀機(jī),,不可手持鉆頭刃磨,。
磨削時(shí)鉆頭的受力方向應(yīng)向著刀墊,以防因鉆桿晃動(dòng)造成刀具損壞,。每次進(jìn)刀量不可過大,,以防硬質(zhì)合金鉆頭破裂和斷頭,造成人員受傷,。
鉆頭五個(gè)刀面磨削完成后,,應(yīng)手工在砂輪上將鉆頭后刀面與鉆頭導(dǎo)向部分之間的棱角倒圓滑。
槍鉆需在專用的金剛石砂輪上進(jìn)行重磨,。
刃磨槍鉆硬質(zhì)合金部分產(chǎn)生的粉塵對(duì)身體有害,,請(qǐng)佩戴防護(hù)眼鏡和面具。